











一、熔鑄技術
熔煉和鑄錠出產是鋁合金壓力加工出產進程中首要的、不行少的組成部分,它不只給壓力加工部分供給所必需的鑄錠,并且鑄錠在很大程度上影響著加工進程的工藝性以和制品質量。熔鑄出產的首要任務就是供給符合加工要求的優質鑄錠。鑄錠成型辦法及設備如下所述:鑄錠成型辦法,跟著鋁出產開展的需求,不斷地在開展,現有幾十種以上的鑄錠成型辦法。現在我國廣泛選用:塊式鐵模鑄錠法,接連及半接連鑄錠法,接連鑄軋等三種辦法。
(一)塊式鐵模鑄錠
塊式鐵模(水冷模)鑄錠是現在我國小型鋁加工廠和鋁制品廠板材鑄錠的首要出產辦法,約占板材鑄錠的2/3,其特色是:出產便利靈敏,設備費少,運用余熱加工,省去銑面和加熱工序,各向異性小,深沖功能好,但鑄錠質量差,成材率低,勞動條件差。鋁合金常用的鑄鐵模有:對開的厚壁鐵模、對開的水冷酷,以水冷模多。
(二)半接連鑄錠(DC)
半接連鑄錠特色:因為澆鑄進程是接連地、穩定地進行,答運用較低的鑄造溫度,并削減了液流的沖擊效果,然后削減了攙雜、氣孔和縮孔等缺陷,進步了成材率。缺陷是因為鑄錠受強烈直接水冷,發作縮短,應力大,鑄錠裂紋傾向大。
半接連鑄錠設備:首要是半接連鑄造機,該機包含:鑄造渠道、升降臺、傳動設備、鑄錠底座、水冷體系。
(三)接連鑄軋
接連鑄軋法的分類及特色:接連鑄軋法使液態金屬一次成坯或成材,簡化了出產進程,削減了許多的設備出資和來歷耗費,鑄軋結合進步金屬安排的細密性,消除了縮孔、疏松,削減了偏析等缺陷,省去切頭切尾,進步了成材率。按鑄軋的出產辦法和特色分以下三類:雙輥接連鑄軋法、輪帶式接連鑄軋法、雙帶式連鑄法。
1、雙輥式接連鑄軋法:在兩個旋轉輥的輥縫間,將液體金屬從一方澆入,從另一方接連鑄軋出板坯,因為金屬在兩輥之間既有結晶進程又有必定熱變形,所以稱之為雙輥鑄軋法。
2、雙輥鑄軋法:有下注式、歪斜式、水平式3種,3種鑄軋機組配備如圖1所示。
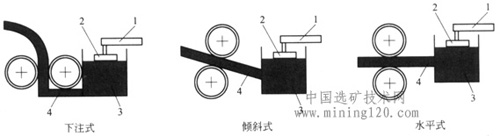
圖1 雙輥式連鑄出產辦法示意圖
1-流槽;2-浮漂;3-前箱;4-供料嘴
3、雙動式連鑄法:金屬液經過兩條彼此平行的無端帶間組成接連的結晶腔而凝結成坯的設備,其種類如圖2a、圖2b、和圖2c所示。

圖2 雙動式連鑄法的連鑄機
1-美國Hazelett連鑄機;2-瑞士Alusuissell雙履式連鑄機;
3-美國Hunter-Dougles連鑄機
二、壓鑄技能
壓鑄是一種多快好省的先進技能,是美國人布魯斯于1838年創造的,至今已有150余年的前史,因為壓鑄件具有質量輕、耐腐蝕、導熱、導電功能高級長處,廣泛運用于現代工業的各部分如轎車、精細儀器、電訊器件、醫療器械、日用五金、航空、航海和國防工業等。西南鋁加工廠壓鑄車間已配備十幾臺各種標準的壓鑄機,出產各種類型的壓鑄件,現在正在出產轎車輪轂,外銷日本,就現在鋁加工開展趨勢來看壓鑄業是很有出路的。
(一)技能理論
壓力鑄造是運用高壓將溶融金屬壓入精細的模具型腔內,并在壓力下冷卻凝結成型,然后取得高精度產品的一種鑄造辦法。
與一般鑄造辦法比較,壓鑄工藝具有以下特色:(1)出產速度快;(2)可取得薄壁、質量輕、強度大、形狀雜亂的制品及金屬組合件;(3)尺度精度高、加工余量少;(4)產品外表質量好;(5)產品的合金種類一般為鋁鋅合金;(6)不合適小批量出產。
(二)壓鑄辦法
1、真空壓鑄(GF)法:在壓射溶液前抽同模腔中的空氣,削減壓鑄時氣體的卷進,然后削減壓鑄件的含氣量及氣孔率,進步鑄件質量。
2、無孔壓鑄(DF)法:也稱作加氧維護壓鑄法,將氧氣充溢模腔,在壓鑄時氧與鋁發作反響成微小的氧化鋁顆粒然后阻撓鑄件內構成氣孔。
3、層流填充壓鑄法:用比一般壓鑄法澆口截面積大4~10倍低速填充(1.5~1.6m/s)而使溶液以層流狀況流入模腔,由液流的前端掃除模腔中的空氣,然后進行壓鑄的辦法。
4、立式加壓鑄造法:是介于高壓凝結鑄造法和揉捏鑄造之間的一各鑄造加工辦法,此主法首要是在壓鑄件凝結的全進程中堅持必定時刻所加壓力。
5、雙沖頭壓鑄(ARD)法:具有精細、快速、細密壓鑄法等特色,其長處為:削減廢品,進步密度、強度,質量均勻,可熱處理,焊接和烤漆等。
6、振蕩壓鑄法:用電動機帶動偏心軸而使安裝在型腔內的型芯發作往復運動,使壓入的金屬液在內腔壁上拋出,并在結晶進程中發作縮短,使芯和金屬液之間構成間隙,確保了模具壓潰性,然后使縮短變得簡略。
7、卡爾壓鑄法:卡爾壓鑄法選用立式壓鑄機,壓模水平分型,有上下兩個沖頭,合模后下沖頭上升封閉澆鑄體系,注入金屬液后,上沖頭下壓,使下沖頭下移,金屬液流入型腔,鑄件凝結后上半型上升,上沖頭不動,當上沖頭上升時,鑄件徹底退出壓模。該法具有以下長處:不易夾渣,熱量會集在壓室內丟失小,不需過熱,削減飛邊,進步鑄模壽命。
8、半凝合壓鑄法:半凝合壓鑄法有兩種辦法,一是液固兩相混合體可用漿液狀直接壓鑄,也稱半凝鑄造;二是預鑄成塊,在需求時再重新加熱到鑄造溫度后進行壓鑄,即熔融鑄造。
9、鋁及鋁合金熱室壓鑄:熱室壓鑄具有以下長處:壓室裝料時,空氣不與金屬液接觸;金屬液成分均勻,充分運用設備,出產率高,廢品率低。
(三)壓鑄工藝
壓鑄工藝進程如圖3所示。
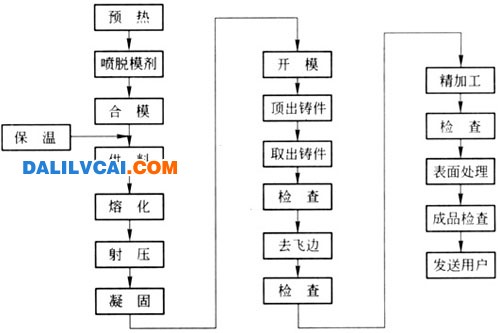
圖3 壓鑄工藝進程流程圖
壓鑄工藝參數首要包含:鑄造溫度、模具溫度、脫具溫度、鑄造周期、鑄造壓力、澆口速度、填充時刻。壓鑄技能設備以日本榮興社鋁壓鑄廠為例,其技能功能參見表1。
表1 日本榮興社壓鑄廠設備技能功能表
|
技能功能
|
35CT
|
100CT
|
150CT
|
350CT
|
500CT
|
|
鎖模力/kN
|
343
|
980
|
1470
|
3430
|
4900
|
|
合模時刻/s
|
0.8
|
0.9
|
1.0
|
1.6
|
|
|
開模時刻/s
|
0.6
|
0.8
|
0.9
|
1.3
|
|
|
壓射力/kN
|
34.3
|
112.7
|
152.9
|
323.4
|
480.2
|
|
沖頭直徑/mm
|
30,35,40
|
40,45,50
|
45,50,55
|
55,60,65
|
80
|
|
鑄造壓力/
MPa·cm-2
|
48.7,35.8,27.4
|
93.1,73.6,59.6
|
96.1,77.9,64.4
|
114.6,106.7,97.5
|
5.6
|
|
電機功率/kW
|
5.5
|
7.5
|
11
|
18.5
|
30
|
|
外形尺度/mm
|
3400×1200×1800
|
3828×1165×1870
|
3800×1270×1900
|
3995×1295×2080
|
5000×1560×2560
|
|
設備總重/t
|
4
|
4.1
|
5
|
8.6
|
20
|
(四)壓鑄設備
壓鑄設備首要包含:(1)壓鑄機;(2)澆注設備;(3)壓鑄工藝自動操控體系;(4)質量檢測體系;(5)壓鑄優化規劃體系。
一套完好的壓鑄機包含:(1)主機部分:合模設備、壓射設備、鑄件頂出設備;(2)輔佐部分:供料設備、鑄件取出設備、脫模劑噴涂設備;(3)溶化爐、保溫爐。
跟著壓鑄件運用規劃的不斷擴大,為滿意商場的需求,活躍研討開發耐壓、耐磨蝕、易切削高強度以及特別用處的鋁合金壓鑄工藝,是現代鋁合金壓鑄開展的方向。
三、板帶材軋制技能
在鋁及鋁合金板帶出產中,按板帶材出產厚度分類可以為厚板、中厚板、薄板三類。厚度大于或等于8.0mm的稱為厚板,中厚板厚度為5.0~7.0mm,厚度為0.3~4.0mm的稱為薄板。板帶材軋制按其出產辦法分類有以下4種:按軋制溫度可分為熱軋、溫軋、冷軋;按熱軋辦法可分為有錠軋制和無錠軋制;按冷軋制式可分為塊片式軋制和帶卷軋制;按軋機擺放辦法分為單機架軋制、半接連軋制和接連軋制,本文以軋制溫度分為熱軋和冷軋來論述板帶材軋制。
典型的三種板帶材軋制工藝流程如圖4、圖5和圖6所示。
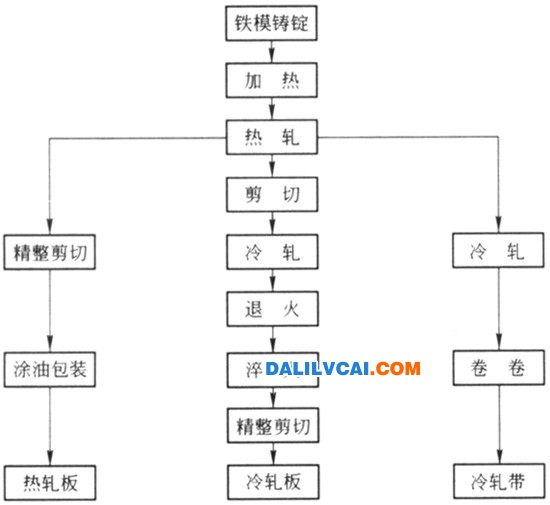
圖4 用鐵模鑄錠軋制板帶材工藝流程
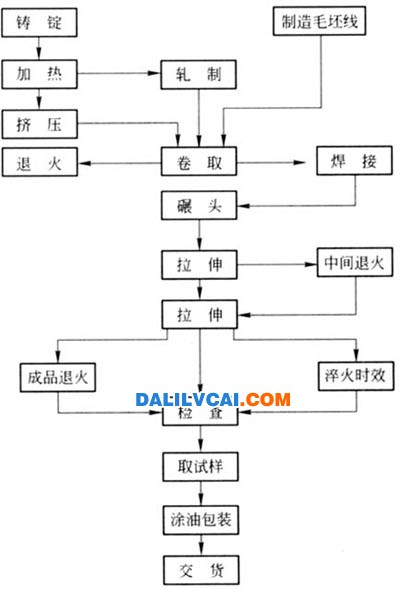
圖5 用半接連鑄錠軋制鋁合金板帶材常用工藝流程
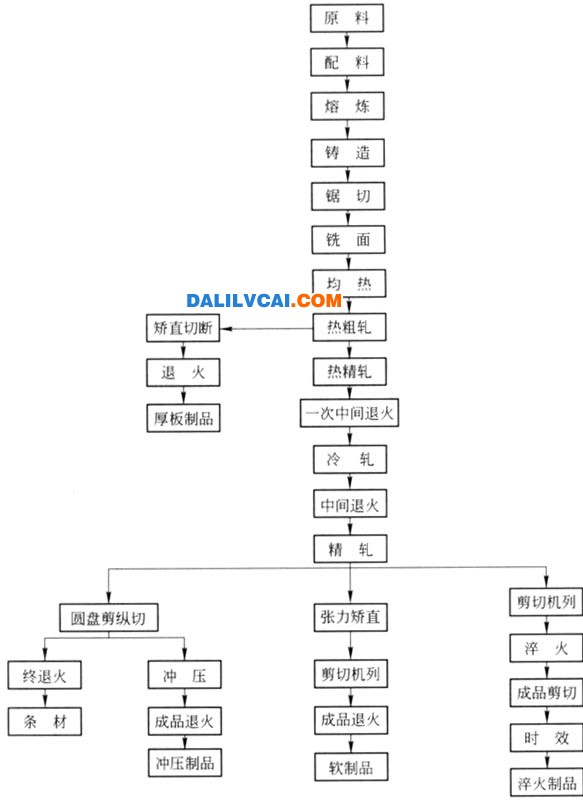
圖6 典型的板帶材軋制工藝流程
工藝流程扼要說明:
(一)蝕洗
為消除銑面與鋸切后錠坯外表的乳濁液,油污殘留刨屑及外表擦傷等缺陷,對LY6、LY7、LY11、LY12、LY16、LD10等合金的錠坯、純鋁錠坯以及包鋁板都需蝕洗。
蝕洗工藝:堿洗-冷水洗-酸法(中和)-冷水洗-熱水洗。
(二)包鋁
為進步合金制品的抗蝕功能,在錠坯外表包上必定厚度的包鋁板,經熱軋后與基體焊合在一同。
(三)加熱
錠坯的加熱溫度依據合金選定。
(四)熱軋
塊式法出產選用二輥或三輥軋機,熱軋后板厚為4~6mm,帶式法出產板帶材選用單機架熱軋,軋后帶坯厚度為6~8mm;雙機架熱軋后帶坯厚度為2.5~5mm;半接連熱軋帶坯厚度為3~6mm。
在熱軋進程中,有必要對一些重要項目進行操控,現在所能操控的項目如下:
1、軋制溫度:軋溫與熱處理條件相結合,決議結晶安排方向性等根本的資料特性。
2、外表質量:大都外表缺陷起因于熱軋工序,應當特別注意軋制油的挑選和辦理,刷輥的操控與輥道的劃傷等。
(五)冷軋
現代鋁加工廠廣泛選用帶式法出產,所用軋機有單機架帶卷取設備的可逆冷軋機和多機架半接連冷軋機,冷軋的重要操控項目為:板形操控,板厚操控及外表質量。
(六)精整
選用帶式法出產的帶卷,除成卷供給外,需在矯直前剪切成板材,剪切可在退火或冷作硬化狀況下進行,卷材邊部裂紋、鋸齒等缺陷需剪掉,板材精整矯直選用滾平壓光、多輥矯直和拉伸矯直。
(七)熱處理
鋁合金資料可選用退火、淬火以及時效進行熱處理。
四、型棒材揉捏
現在,鋁和鋁合金型、棒材種類近三萬種,大部分是用揉捏辦法出產的,這首要是因為鋁和鋁合金型棒材標準種類繁多,尺度外表質量要求嚴,批多量少等特色決議的。
揉捏辦法的首要長處有:
(一)金屬在揉捏筒內處于三向壓力狀況,因而可充分發揮金屬塑性;
(二)能出產各種雜亂斷面的實心和空心型材;
(三)對含有Mg、Mn、Cr、Zr等元素鋁合金來說,可取得揉捏效應。
揉捏與軋制比較較,其產值低、成本高、制品率低、加工費用高。
典型的揉捏工藝流程如圖7所示。
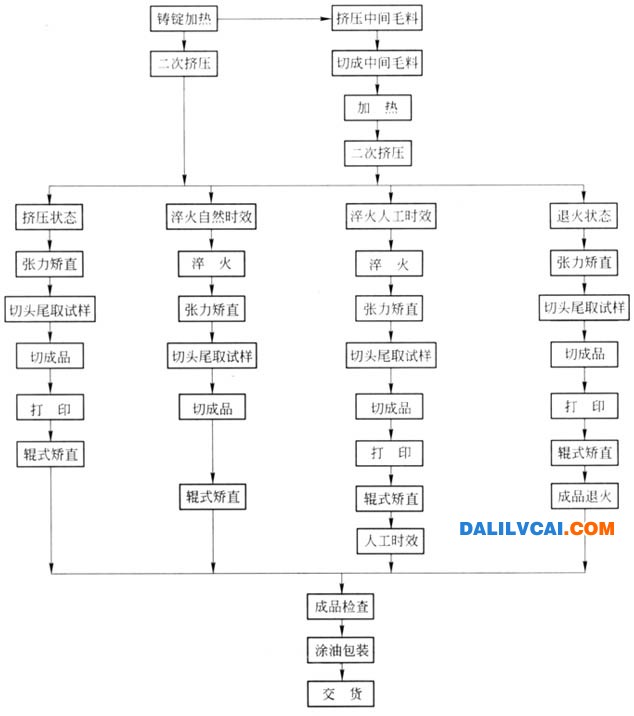
圖7 典型揉捏工藝流程
現代出產辦法中運用廣泛的揉捏辦法有:正向揉捏法、反向揉捏法,其他還有接連揉捏法、側向揉捏法、聯合揉捏法、靜液揉捏法以及由正向揉捏法開展起來的冷揉捏法、寬展揉捏法、光滑揉捏法、扁揉捏筒揉捏法、異型揉捏法等。下面簡略介紹其間的幾種。
1、正向、反向揉捏法
正向揉捏法特色:揉捏時揉捏筒一端緊靠梁并且被模支承封死,揉捏軸在主柱塞力的效果下向前揉捏,迫使揉捏筒內金屬流出模孔。現在絕大大都型棒材都選用正向揉捏法出產。
反向揉捏法特色:現代專用的反向或反/正用揉捏機有雙揉捏軸,揉捏時模軸固定不動,揉捏筒緊靠揉捏軸,在主柱塞和揉捏筒柱塞力的效果下,揉捏軸和揉捏筒同步向前移動而模軸逐漸進入揉捏筒進行反向揉捏,反向揉捏特別合適用于硬合金型棒材及要求精度高,安排細密的制品。
2、康福姆(CONFORM)接連揉捏法
康福姆接連揉捏是一種新的鋁合金接連揉捏法,其特色是運用送料輥和坯料之間的接觸沖突力而發作揉捏力并一同將坯溫度進步到500℃左右。康福姆揉捏法的長處:可以一次成形,出產出尺度小、壁薄的型材、管材、制品率高,一般可達98.5%,毛坯無需加熱,設備造價低,可以接連出產,出產功率高。缺陷:現在只適應于尺度小的和軟合金制品的出產,標準種類均受到限制,我國引進的康福姆接連揉捏機與卡斯特克斯接連揉捏鑄機簡明技能參數見表2。
表2 康福姆接連揉捏機與卡斯特克斯接連揉捏鑄機簡明技能參數
|
參 數
|
cnform接連揉捏機
|
Castex接連揉捏機
|
|
形 式
大輪速/r·min-1
揉捏直徑/mm
驅動功率/kW
驅動辦法
鋁桿坯大直徑/mm
大模圓直徑/mm 擴展靴
一般靴
鋁管大直徑/mm 擴展靴
一般靴
(純鋁)大產值/kg·h-1
6063合金
|
C300H
39
300
130
直流電機
15
90
50
50
30
600
600
|
C300H
20
300
130
直流電機
-
90
50
50
30
300
150
|
3、靜液揉捏法
揉捏筒中的鑄錠周圍充溢高壓機油,鑄錠在無沖突的條件下揉捏。
各種管棒型材揉捏辦法的運用狀況見表3。
表3 各種揉捏辦法的運用
|
揉捏辦法
|
制種類類
|
所需設備特色
|
對揉捏東西要求
|
|
正向揉捏
|
棒材線料
一般型材
管格空心型材
階段變斷面
逐漸變斷面型材
壁板型材
|
一般型棒揉捏機
一般型棒揉捏機
一般型棒揉捏機
穿孔體系型棒揉捏機
一般型棒揉捏機
一般型棒揉捏機
一般型棒揉捏機
帶穿孔體系管棒揉捏機
|
一般揉捏東西
一般揉捏東西
舌形模組合模或隨動針
固定針
專用東西
專用東西
專用東西
專用東西
|
|
反揉捏法
|
管 材
棒 材
一般型材
壁板型材
|
帶有長行程揉捏筒型棒
帶有長行程揉捏筒
穿孔體系管棒揉捏機
專用反揉捏機
|
專用東西
專用東西
專用東西
專用東西
|
|
正反向聯合揉捏法
|
管 材
|
需穿孔體系管棒揉捏機
|
專用東西
|
五、管材出產
(一)出產辦法及工藝流程
鋁及鋁合金管材可用熱揉捏、冷揉捏、冷軋制冷拉拔(包含盤管拉伸)冷彎、焊接。旋壓、康福姆揉捏等辦法出產。
鋁及鋁合金管材的用處很廣,飛機、火箭上的導管,小型導彈殼體,原子反響堆中的軸棒套管,電訊雷達體系的導波管以及航空交通運輸中要求剛度大、質量輕的結構件都許多選用各種形狀的鋁及鋁合金管材。表4是常用的鋁及鋁合金管材技能標準稱號、代號、合金商標及標準規劃。
表4 鋁及鋁合金管材
|
項 目
|
技能標準代號
|
合金商標
|
標準規劃/mm
|
|
|
外 徑
|
壁 厚
|
|||
|
鋁及鋁合金薄壁管
|
YB611-66
|
L2、L3、L6、LE3、LE6、LE21、LE2、LY11、LY12
|
6~120
|
0.5~5.0
|
|
鋁及鋁合金厚壁管
|
YB612-66
|
L2、L3、L6、LE3、LE6、LE21、LE6、KD2、KY11、KY12、KC4
|
25~185
|
5.0~32.5
|
現在,鋁及鋁合金管材出產辦法較多,比較有有用含義的辦法及其優缺陷見表5。
表5 鋁及鋁合金管材的首要出產辦法
|
方 案
|
首要加工辦法
|
適宜出產的管材種類
|
首要優缺陷
|
|
1
|
熱揉捏法
|
厚壁管雜亂斷面異形管
|
1、周期短,產品率高,所需出資少;
2、可以出產雜亂斷面異形管的變斷面管;
3 、出產壁厚誤差和表里外表精度低
|
|
2
|
熱揉捏-拉砷
|
直徑較大且壁較厚的管、鋁合金等
|
1、設備出資少;
2、可以出產一切鋁合金管;
3、機械化程度差,需較多的勞動力
|
|
3
|
熱揉捏-冷軋-減徑拉伸
|
中小直徑的薄壁管
|
1、能出產一切鋁合金薄壁管;
2、冷變形量大;
3、設備雜亂出資大;
4、機械化程度高
|
|
4
|
橫向熱軋-拉伸
|
軟合金管大直徑厚壁管
|
1、設備簡略,出資少;
2、出產小標準管材功率低,周期長;
3、機械化程度低,需較多勞動力
|
|
5
|
熱揉捏、鑄造空心毛坯-橫向旋壓
|
特大直徑厚壁管
|
1、設備簡略,制作簡略;
2、能出產特大直徑薄壁管;
3、出產功率低,產品質量動搖大
|
|
6
|
冷揉捏
|
薄壁管
|
1、設備少,出產功率高;
2、出產周期短,制品率高;
3、對東西資料要求高,東西損耗大
|
|
7
|
焊接-減徑拉伸
|
直徑較大的管材
|
1、出產功率高,成本低;
2、適于出產中等直徑以上管材;
3、管子有縫;
4、消除表里表焊刺較困難
|
管材出產的工藝流程如圖8、圖9和圖10所示。
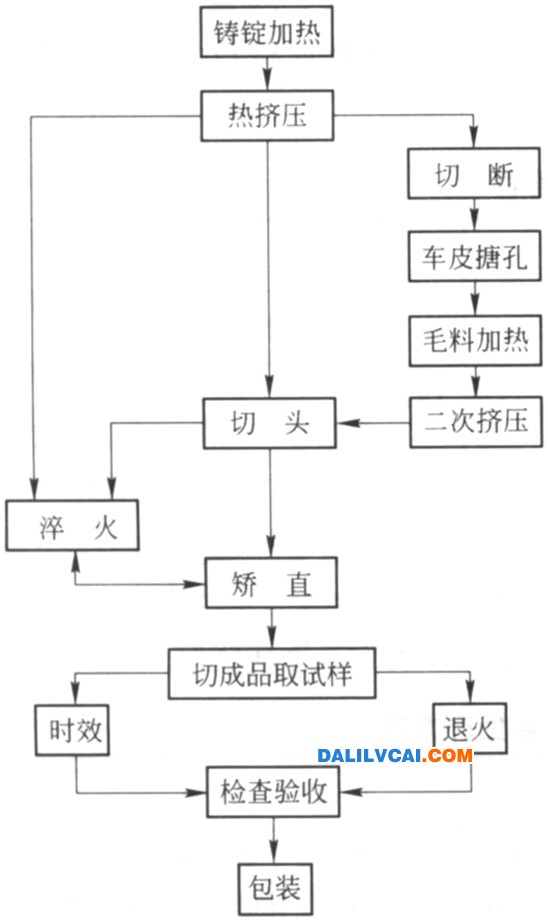
圖8 熱揉捏出產工藝流程
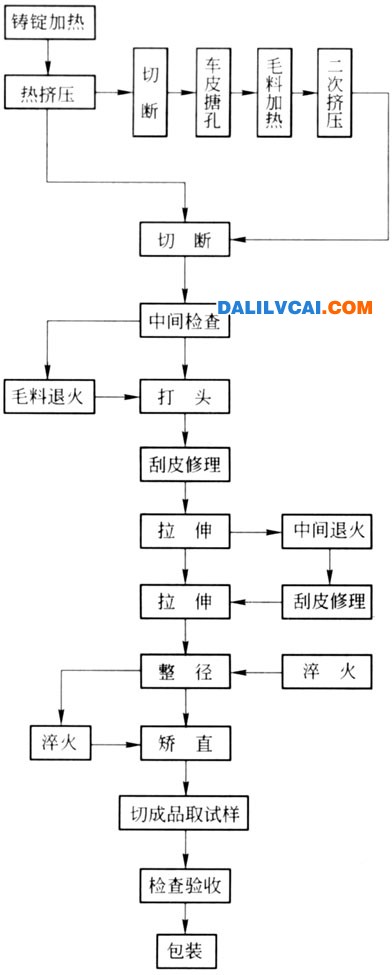
圖9 熱揉捏-拉伸出產工藝流程
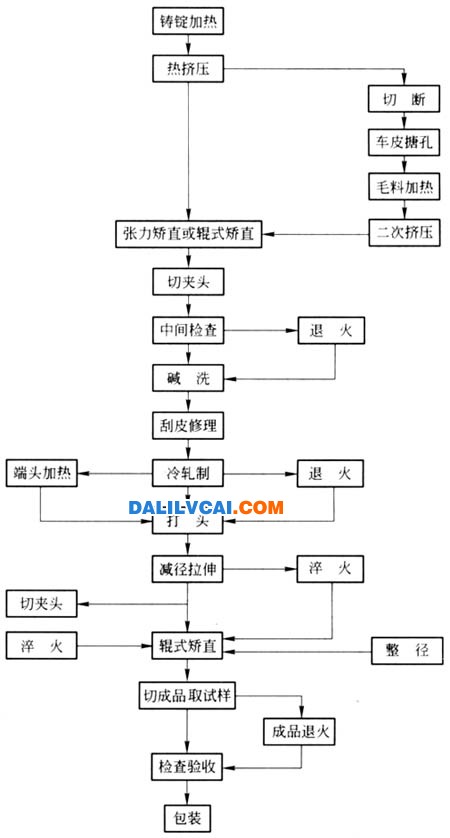
圖10 熱揉捏-冷軋制-減徑拉伸
(二)揉捏東西和設備
揉捏東西和設備有:
1、揉捏模:揉捏管材所選用的模子首要有錐形模和組合模。
2、揉捏針:揉捏針的根本類型有兩種:固定在沒有獨立穿孔體系揉捏機軸上的隨動針,固定在有獨立穿孔體系揉捏機的針支承上的瓶口狀針或圓柱形針-固定針。
3、揉捏墊片。
4、沖頭。
(三)冷揉捏
這種辦法對出產工序雜亂的鋁合金薄壁管及難變形資料具有嚴重技能和經濟效益,它是依據金屬塑性變形原理,在相當大的壓力和較高速度下,迫使冷態金屬在模腔內塑性變形,并一次完結安排過渡,達到所需形狀尺度和必定功能的產品。
(四)管材軋制
管材軋制可分為熱軋、冷軋兩大類,比較常用的熱軋管辦法是穿孔斜軋、橫向輥軋以及熱旋壓等。用冷軋辦法出產的管材尺度準確、外表質量高,因而常用此法出產,它的毛料由熱壓供給,冷軋管的種類許多,現在比較有用和常用的辦法是周期式二輥或多輥冷軋管以及橫向多輥旋壓等。
多輥橫向旋壓管其工藝流程:加熱-熱旋壓-切頭尾-冷旋壓-切制品-退火。
(五)管材拉拔
拉拔制品具有高的尺度準確度和亮光外表,所運用的設備和東西簡略、簡略制作。現在,關于直徑100mm以下的管材僅能用拉拔辦法出產,管材拉拔辦法分為:無芯頭拉拔(空拉)、短芯頭拉拔、長芯頭拉拔、游動芯頭拉拔和擴徑拉拔等。
管材拉拔工藝分:
(1)管坯預備:1、堵截;2、退火;3、打頭;4、外外表修補;5、表里外表光滑。
(2)拉拔配模。
六、鍛壓出產
鍛壓是金屬壓力加工首要辦法之一,其實質在于運用金屬的塑性,使坯料在東西的沖擊或壓力效果下,成為具有必定形狀的工件的加工進程。鑄造加工的意圖,不只為了得到形狀和尺度大限度地挨近制品零件工件,并且可以改進金屬安排和進步機械功能,與切削、鑄造以及其他加工辦法比較這是一個明顯的長處。
鍛壓加工在機器制作、轎車、拖拉機和國防工業部分中占有很首要的方位,近年來,因為航空工業迅速開展,鍛壓在航空工業出產中的運用越來越廣泛。
自在鍛件的典型出產工藝流程參見圖11。
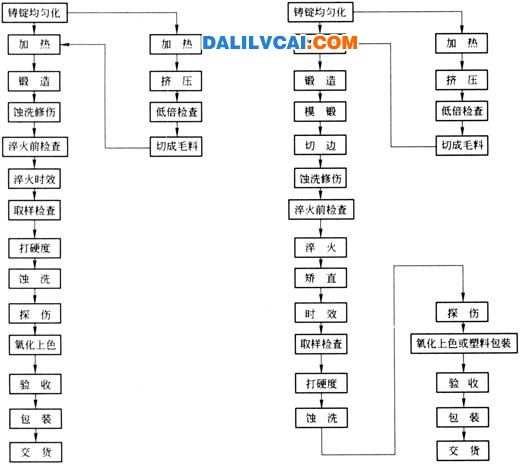
圖11 自在鍛件和模鍛件的典型出產工藝流程
七、鋁箔出產
鋁箔是很薄的帶材,在不同國家,厚度不同。我國定為0.2mm以下,鋁箔出產以0.4~0.6mm的退火帶卷坯為質料,經3~6道次軋制成所要求的厚度,厚度軋制至0.09~0.014mm時則進行雙合疊軋,鋁箔出產根本工藝流程如下:液體鋁→鑄錠→鋸切→銑面→鑄錠加熱→熱軋→熱軋帶卷→冷軋→切邊/分邊→鋁箔毛料→退火→初軋→合卷→精軋→鋁箔→分切和切邊→制品退火→包裝→發貨。
(一)鋁箔坯料
鋁箔坯料出產有鑄錠熱軋和連鑄軋兩種辦法。鋁板帶出產鋁箔選用鑄錠熱軋法、即半接連鑄造出的鑄錠經銑面后,加熱熱軋至0.4~0.6mm。
(二)坯料退火
經冷軋后的帶卷坯料塑性差,為進行箔材軋制有必要給予退火爐中進行,退火溫度一般為400~500℃,退火周期6~12h。
(三)軋制
規劃較大的鋁箔車間,依據所軋箔材的厚度和軋機專業分工,將軋制工序分為粗軋、中精軋等工序,軋制程序見表6。
表6 鋁箔軋制程序表
|
道 次
|
厚度/mm
|
壓下量
|
||
|
入 口
|
出 口
|
肯定/mm
|
相對/mm
|
|
|
1
2
3
4
5
6
|
0.6
0.24
0.11
0.05
0.025
2×0.014
|
0.24
0.11
0.05
0.025
0.014
2×0.007
|
0.36
0.13
0.06
0.025
0.001
0.007
|
60
54
56
50
46
50
|
(四)分卷
分卷是將疊軋的兩張箔材分隔,別離卷在兩個套筒上。
(五)制品退火
箔材制品退火的意圖不只是為了進步作為包裝資料所必需的塑性,并且也是為了消除箔材外表上殘留的軋制油,取得外表無油漬、亮光的箔材。
(六)剪切
箔材剪切時應避免邊部不齊或損壞的缺陷。其出產的原因是刀片方位不對或刀片不銳所致。
(七)查看
查看包含:卷材外觀查看、尺度查看和外表質量查看。
現代化鋁箔出產向大卷、寬幅高速和自動化的方向開展,現代化鋁工業出產所達到的水平是:軋輥長2200mm,軋速2500mm/min,自控板形和測厚,產值達3t/h,制品率大于80%,鋁箔厚度0.005mm,箔寬2000mm,卷重10t以上。到1997年末,我國共有鋁箔出產企業78家,有軋機322臺,這些小型軋機的出產能力為43.96kt/a,而我國鋁箔需求量以及我國鋁箔進口量見表7。
表7 我國鋁箔需求量及進口量 (t)
|
分 類
|
行 業
|
1985年
|
“七五”末
|
“八五”末
|
“九五”末
|
|
需求量
|
香 煙
電容器制作
軟包裝
藥品包裝
糖果包裝
牙膏包裝
其 他
|
15000
4860
23
150
600
-
9000
|
23575
8030
4600
100
1500
250
9000
|
33892
11440
6300
1500
2000
1000
10000
|
43655
16970
8000
2250
300
3200
10000
|
|
總 計
|
31910
|
47955
|
66132
|
87075
|
|
|
進口量
|
|
21523
|
23466
|
27540
|
28640
|
八、鋁合金粉末出產
鋁合金粉末的制作辦法及其冶金技能,作為下一代資料的制作技能,近幾年頗為有目共睹,因為這種辦法可以制作出曩昔廣為運用的鑄造法無法得到的各種合金的過飽和固溶體粉末及其成形體,可以制作重量輕并且強度、剛性、耐熱強度、耐磨性均能與鋼鐵資料相匹敵的新型資料。
現在的鋁合金粉末,又稱作PM鋁制品,現在首要分為兩類,其功能及加工工藝如下。
(一)一般PM鋁合金
這類鋁合金特色是:具有與鑄錠合金(IM)鋁合金相應的化學成分,運用慣例PM工藝(即冷壓、燒結工藝)直接得到零件。首要用于轎車、外表等。
1、合金。一般PM合金首要有三類:(1)2014即Al-Cu-Mg系合金;(2)6061即Al-Mg-Cu-Si系合金;(3)7075即Al-Zn-Mg系合金。
2、合金用處:廣泛用于縫紉機、作業器件、轎車工業等。
(二)高功能粉末冶金合金
1、合金成分。現在高功能PM鋁合金首要有以下幾類:(1)主強度耐腐蝕PM鋁合金;(2)低密度、高剛性PM鋁合金;(3)高溫度PM鋁合金;(4)PM鋁基復合資料;(5)耐磨、低熱膨脹系數粉末鋁合金。典型高功能PM鋁合金成分見表8。
表8 典型高功能PM鋁合金的成分部分功能
|
合 金
|
成 分
|
σ0.2/MPa σb/MPa δ/%
|
|
IM鋁合金
|
Al-4.5Cu-1.5Mg-0.5Si-0.5
Al-5.6Zn-2.5Mg-1.6Cu-0.23Cr(7075)
Al-8.0Zn-2.5Mg-1.0Cu-1.5Co(7090)
|
395 475 10
510 570 13
590 630 10
|
|
高強、耐蝕PM鋁合金
|
Al-6.5Zn-2.5Mg-1.5Cu-0.4Co(7091)
Al-9.0Zn-2.5Mg-1.5Cu-0.14Zr-0.1Ni(7090)
Al-3Li-0.2Zr
|
550 590 12
580 620 12
455 490 10.5
|
|
低密度高剛度PM鋁合金
|
Al-3.1Li-1.0Mg-2.1Cu-0.45Zr
Al-4Li-1.0Mg-0.2Zr
Al-7.1Fe-6.1Ce(CZ42)
|
530 610 6.1
410 510 4.9
520 570 5.7
|
|
高溫PM鋁合金
|
Al-8.5Fe-1.3V-1.7Si(FVS0812)
Al-12.4Fe-1.2V-2.3Si(FVS1212)
20vo1%SiCp/2124
|
390 440 10
610 640 8.7
400 550 7.0
|
|
PM鋁基復合資料
|
20vo1%SiCp/7090
40vo1%SiCp/2124
|
660 720 2.5
520 690 1.1
|
|
PM鋁-硅合金
|
Al-20Si-3Cu-1Mg
Al-25Si-3Cu-Mg-1Fe
|
320 420 4.0
370 460 1.0
|
2、出產工藝
出產工藝如下:
(1)冷壓→裝罐→除氣→熱壓→除罐………………→Ⅰ
(2)敞盤除氣→冷壓→裝罐→熱壓→除罐…………→Ⅰ鍛壓
(3)敞盤除氣→冷壓→真空熱壓……………………→Ⅰ揉捏
(4)敞盤除氣→直接成形……………………………→Ⅰ半制品
(5)冷壓→燒結………………………………………→Ⅰ
別的,高功能鋁合金粉末冶金制備工藝的首要特色體現在其制粉與細密化兩個方面。
除了以上所述的粉末冶金制作鋁及鋁合金粉末外,其他各種粉末制作辦法及用處參見表9。
表9 粉末冶金鋁合金制作辦法
|
制作辦法
|
粉末形狀
|
粒 度
|
用 途①
|
|
噴霧法
水中滴下法
熔體拌和法
離心力法
超聲波法
|
不規則、球狀
不規則
不規則
不規則、球狀
不規則、球狀
|
5~500μm
<10mm
<2mm
<10mm
1~250mm
|
(1)(2)(3)(4)(5)(6)
(7)(8)(9)
(2)
(1)(2)
(1)(2)(3)(6)(7)
|
|
搗制粉法
干式球磨機法
濕式球磨機法
|
鱗片狀
鱗片狀
鱗片狀
|
10~200μm
2~200μm
2~200μm
|
(3)(4)(5)(6)(7)
(3)(4)(5)(6)(7)
(3)(4)(5)(6)(7)
|
|
蒸騰凝結法
|
球 狀
|
<1μm
|
(3)(4)(6)
|
噴霧法:該法是用高壓氣體沖擊從坩堝等容器底部細流出的鋁或鋁合金熔體使之粉化的辦法。
水中滴下法:是把溶體從小孔滴入水中得到粉末的辦法。
①用處:(1)保溫資料;(2)脫氧資料;(3)介質;(4)火藥、火箭燃料;(5)水泥發泡劑;(6)粉末冶金;(7)涂料、油墨顏料;(8)制動器件;(9)耐火磚。
熔體拌和法:是在空氣中劇烈拌和處于半熔融狀況的鋁及鋁合金熔體的辦法。
離心力粉化法:該法是運用離心力粉化熔化熔體的辦法,其原理是把鋁熔體定量供給側壁有許多孔的旋轉筒,依托旋轉筒離心力使熔體粒子飛散。
九、線材出產
(一)線材的出產辦法
線材是金屬資料中的首要種類之一,它在電氣工業、航空工業及機械制作業等部分中廣泛運用。鋁及鋁合金線材首要分為鉚釘線、焊條線及導線三類。線材常用的出產流程參見圖12。
圖12 常用線材出產工藝流程
現在,出產線毛料的首要辦法有揉捏法、軋制法和接連鑄造法3種,在實踐出產中鉚釘線多用揉捏線毛料,導線多用軋制和接連鑄造的線毛料,各種線毛料出產辦法優缺陷見表10。
表10 各種線材毛料出產辦法的優缺陷比較
|
方 法
|
優 點
|
缺 點
|
|
揉捏示
|
1、因為金屬處于三向壓力狀況,故適于出產塑性較差的合金
2、具有很大的靈敏性,只需求換揉捏東西即可取得所需的線毛料。適于批量小,合金、種類、標準多的線毛料出產
3、尺度均勻,外表質量較好
|
1、設備雜亂、出資多
2、出產功率比軋制法低
3、幾許廢料較多,線毛料長度較短
|
|
軋制法
|
1、軋制速度快,出產功率高
2、線毛料長度長,適于單一種類的接連大批量出產
3、幾許廢料少,制品率高
4、尺度均勻,功率穩定
|
1、設備雜亂,占地面積大
2、替換和調整孔型困難,不適于小批量、多合金、多種類的出產
3、尺度誤差大,外表質量不如揉捏的好
4、孔型規劃及制作雜亂
5、不適于出產塑性較低的合金
|
|
接連
鑄造法
|
1、設備、東西簡略,出資少,上馬快,占地面積小
2、工序少,出產周期短
3、操作便利,易于替換合金和標準
|
1、鑄造速度慢,出產功率低
2、線毛料尺度不易操控,有時呈現粗細不均,添加線材拉伸時的斷頭率
3、出產合金線毛料時,其化學成分動搖較大
|
(二)線材的拉拔
在拉伸力的效果下,經過截面逐漸減小的拉拔模孔,操控線材圓形斷面制品的金屬壓力加工辦法。
線材拉拔設備:用于鋁合金的拉線機首要是一次拉線機,屢次積儲式無滑動拉線機。一般狀況下,一次拉線機用于出產制品直徑較大、強度較高、塑性較差并且線坯不焊接的線材,而二次積儲式無滑動拉線機則常用于出產較小規劃或中等強度的鋁合金線材,純鋁線常用更屢次的積儲式無滑動拉線機拉伸。
拉伸輔佐設備:(1)焊接機;(2)研磨設備;(3)碾頭設備。
(三)鋁線連鑄連軋
在鋁線材的三種出產辦法中(揉捏法、鋁桿軋制法和連鑄連軋),從出產成本和后續工序考慮,以為用連軋法出產鋁材具有較大優勢,連鑄連軋法包含普羅泊澤鋁連鑄連軋、賽西姆鋁線連鑄連軋等,下面首要介紹普羅泊澤出產辦法。
20世紀50年代,世界上出產鋁線材分兩步:鑄造鋁桿然后軋制,普羅泊澤鋁線連鑄連軋法把兩步合成一步,即把熔融金屬的接連鑄造與接連軋制結合。
該鋁線材出產線的首要設備有:熔煉爐、靜置爐、鑄造機、剪切機、軋線機、探傷儀、線材剪切機、卷取機等,輔佐設備有冷卻水體系及接連軋制結合。出產鋁線、鋁桿標準種類見表11。
表11 普羅泊澤法出產鋁桿類別
|
合 金
|
品 種
|
合 金
|
品 種
|
|
高純鋁
純 鋁
Al-Cu
Al-Mn
|
99.7%~99.99%
1070、1050、1100、1080
2011、2017
3003
|
Al-Si
Al-Mg
Al-Zn
|
4043
5052、5356、5056、5083
7072
|
十、DI罐的出產
跟著我國飲料業的開展,我國飲料業改變了傳統包裝技能,大規劃選用鋁制易拉罐。因為鋁制DI罐質量輕,清潔、漂亮,易回收等特色,占據了寬廣飲料商場,因而鋁制DI罐的加工出產將有寬廣的出路。DI罐出產工藝技能如下:
(一)制罐辦法
DI罐出產線的特色是從鋁卷到罐制品選用高速接連的流水線作業辦法。其制罐工藝如圖13所示。

圖13 DI罐出產制罐工藝
(二)出產流程簡介
1、沖杯:作為質料的鋁卷經開卷,再由光滑機涂光滑劑,后被送往多模的二步作業式的沖杯機進行比較淺的拉深加工。
2、變薄拉伸:送過來的淺杯,經過再拉伸模及第二、第三段變薄模和裝配在沖頭上的沖模一同再拉伸為終究的罐徑,一次成型規則了罐高和壁厚,并在沖程的極點由底模(圓頂型)將罐底成型為規則形狀。
3、切邊:變薄后的罐口徑部因為毛料的尖銳、拉伸毛刺和壓曲等原因而不整齊,所以由切邊機切邊以符合規則的罐高尺度。
4、清洗及外表處理:因成型加工時帶有光滑油及其他污物,所以有必要洗刷潔凈。
5、外外表印刷:因為曲面印刷,所以選用具有特別結構的多色上漆傳動印輪轉機印刷。
6、內噴涂:為了堅持內裝物的顏色、新鮮及風味感,應對表里表選用噴霧辦法噴涂涂料。
7、縮頸與翻邊:使罐的口徑部小于罐徑的縮口,其加工叫縮頸,為了將蓋二重卷接在罐體上所需的卷邊加工叫翻邊,它是DI罐成型加工的后一道工序。
8、檢罐及碼垛:經過自動檢罐機可接連進行走漏查看,檢罐后,還要碼垛-包裝-入庫。

